1. Inleiding tot HP-RTM proses
HP-RTM (High Pressure Resin Transfer Molding) is die afkorting van hoëdruk hars oordrag gietproses. Dit is 'n gevorderde giettegnologie wat hoëdrukdruk gebruik om hars te meng en te spuit in 'n vakuum-verseëlde vorm wat vooraf gelê is met veselversterkte materiale en voorafopgestelde insetsels. Die hars vloei deur die vormvulling, bevrugting, uitharding en ontvorm. , om die gietproses van hoë-prestasie en hoë-presisie saamgestelde produkte te verkry. Dit het die voordele van hoë doeltreffendheid, energiebesparing en omgewingsbeskerming, en is wyd gebruik in motors, lugvaart, elektronika en ander velde.
Die proses word in Figuur 1 getoon:
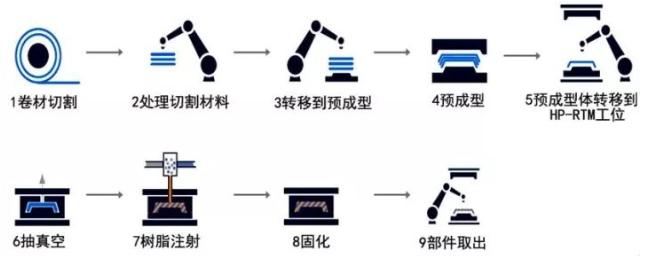
Figuur 1 Skematiese diagram van HP-PTM prosesbeginsel
2. HP-RTM proses eienskappe
HP-RTM sluit voorvormverwerking, harsinspuiting, persproses en snoeiproses in. In vergelyking met die tradisionele RTM-proses, verhoog die HP-RTM-proses die persproses na-inspuiting, verminder die moeilikheid van harsinspuiting en vul, verbeter die bevrugtingskwaliteit van voorvorms en verkort die gietsiklus. Die spesifieke proses eienskappe is soos volg:
(1) Vinnige vormvulling. Die hars vul vinnig die vormholte, het 'n goeie infiltrasie-effek, verminder borrels en porositeit aansienlik, en die lae-viskositeit hars verhoog die inspuitspoed van die hars aansienlik en verkort die gietprosessiklus.
(2) Hoogs aktiewe hars. Die harshardingsreaksietempo word verhoog en die uithardingsiklus van die hars word verkort. Dit neem 'n hoë-aktiwiteit vinnig uithardende hars stelsel aan en neem hoë-doeltreffendheid hoë-druk meng en inspuit toerusting aan om beter meng eenvormigheid van die hars matriks te bereik. Terselfdertyd word 'n hoëtemperatuur-omgewing tydens gietwerk vereis, wat die harsreaksietempo van die hars uitharding aansienlik verbeter, die produksiesiklus verkort en die proses stabiliseer. Hoë stabiliteit en herhaalbaarheid,
(3) Gebruik interne vrystellingsmiddel en selfreinigende stelsel om die skoonmaakdoeltreffendheid van die toerusting te verbeter. Die selfreinigende tegnologie van die inspuitmengkop word gebruik, en 'n interne vrystellingsmiddelkomponent word by die grondstof gevoeg om die skoonmaakdoeltreffendheid van die toerusting effektief te verbeter. Terselfdertyd is die oppervlak-effek van die produk uitstekend, en die dikte en vormafwyking is klein. Bereik laekoste, kort siklus (groot volume), hoë kwaliteit produksie.
(4) Gebruik in-vorm vinnige vakuum tegnologie. Die porie-inhoud in die dele word verminder en die werkverrigting van die dele word verbeter. Dit verminder effektief die porie-inhoud in die produk, verbeter die veselbevrugtingsdoeltreffendheid, verbeter die koppelvlakbindingsvermoë tussen vesel en hars, en verbeter die kwaliteit van die produk.
(5) Kombinasie van stofsuig met die drukvormproses na inspuiting. Die proses moeilikheid van die dele word verminder en die kwaliteit van die hars-geïmpregneerde gewapende materiale word verbeter. Dit verminder die moeilikheid om die gom-inspuitpoort en -uitlaatpoort van die RTM-proses te ontwerp, verbeter die vloeivulvermoë van die hars en die bevrugtingskwaliteit van die vesel deur die hars.
(6) Gebruik dubbele rigiede oppervlaktes om die vorm toe te maak, en gebruik 'n groot-tonnage hidrouliese pers vir druk. Die produk het lae afwykings in dikte en driedimensionele vorm. Om die seëleffek van die vorm te verseker, word dubbele rigiede oppervlaktes gebruik om die vorm toe te maak, en 'n groot tonnage hidrouliese pers word gebruik vir druk, wat die klemkrag tydens die gietproses verhoog en die dikte en vormafwyking effektief verminder van die dele.
(7) Die produk het uitstekende oppervlak eienskappe en kwaliteit. Deur gebruik te maak van in-vorm-spuittegnologie en hoëglansvorms, kan die onderdele hoë-presisie oënskynlike kwaliteit in 'n baie kort tyd verkry.
(8) Dit het 'n hoë prosesstabiliteit en herhaalbaarheid. Die gebruik van gapingsinspuiting en na-inspuiting kompressietegnologie verbeter die vormvulvloeivermoë van die hars aansienlik, verminder effektief die waarskynlikheid van prosesdefekte en het 'n hoë prosesherhaalbaarheid.
3. Sleutelprosestegnologieë
(1) Voorvormtegnologie van veselversterkte materiale
Veselvoorvormtegnologie sluit hoofsaaklik in: tekstiel-, brei- en vlegvorms; stik voorvorms; gekapte vesel inspuiting preforms; warmpers-voorvorms, ens. Onder hulle is warmpers-vormingstegnologie die mees gebruikte. In hierdie tegnologie is vormingsmiddel die basiese waarborg, en veselvoorvormende vorm en perstegnologie is die sleutel tot veselvorming. Vir die HP-RTM-proses is die deelstruktuur relatief eenvoudig, dus is die vormvorm ook relatief eenvoudig. Die sleutel lê in hoe om die vormingsvorm en drukgereedskap te beheer om effektief en ordelik druk en vorm deur ontwerp- en beheerprosedures te plaas.
(2) Hoë-presisie harsmeting, vermenging en inspuitingstegnologie
Die vermenging en inspuiting van HP-RTM-proseshars sluit hoofsaaklik twee stelsels in: harshoofmateriaal en in-vorm spuithars. Die sleutel tot die beheer daarvan lê in 'n hoë-presisie hars meetstelsel, vinnige en eenvormige meng tegnologie en meng toerusting selfreinigende tegnologie. Die hoofmateriaal van die HP-RTM-proseshars moet akkuraat gemeet word onder hoë temperatuur en hoë druk, wat hoë-presisie meetpomptoerusting vereis. Eenvormige vermenging en selfreiniging van die hars vereis die ontwerp van 'n doeltreffende, selfreinigende, veelvuldige mengkop.
(3) Eenvormigheid van gietvormtemperatuurveld en verseëlingsontwerp
Tydens die HP-RTM-proses bepaal en beïnvloed die eenvormigheid van die temperatuurveld van die gietvorm nie net die vloei- en vulprestasie van die hars in die vormholte nie, maar het dit ook 'n groot impak op die veselinfiltrasieprestasie, die algehele prestasie van die saamgestelde materiaal, en die interne spanning van die produk. . Daarom is dit nodig om medium verwarming gekombineer met doeltreffende en redelike sirkulasie olie kring ontwerp te gebruik. Die seëlprestasie van die vorm bepaal direk die harsvloei en vormvul-eienskappe, sowel as die ontruimingsvermoë van die gietproses. Dit is 'n sleutelskakel wat die prestasie van die produk beïnvloed. Dit is nodig om die posisie, metode en hoeveelheid seëlringe volgens die produk te ontwerp. Terselfdertyd is dit nodig om die verseëlingsprobleme in die vormpasgaping, uitwerpstelsel, vakuumstelsel en ander posisies op te los om te verseker dat daar geen luglekkasie tydens die harsvulproses is om die werkverrigting van die onderdeel te verseker nie.
(4) Hoë-presisie hidrouliese pers en sy beheer tegnologie
In die HP-RTM-proses vereis die vormsluitingsgapingbeheer in die harsvulproses en die drukbeheer in die persproses almal die waarborg van 'n doeltreffende en hoë-presisie hidrouliese persstelsel. Terselfdertyd moet tydige beheertegnologie verskaf word volgens die behoeftes van die gominspuitproses en persproses om die kontinuïteit van die gietproses te verseker.
 Afrikaans
Afrikaans
 English
English  ελληνικά
ελληνικά  Esperanto
Esperanto  tiếng Việt
tiếng Việt  Català
Català  Italiano
Italiano  שפה עברית
שפה עברית  Cymraeg
Cymraeg  العربية
العربية  Galego
Galego  Latviešu
Latviešu  Română
Română  icelandic
icelandic  ייִדיש
ייִדיש  Hrvatski
Hrvatski  Kreyòl ayisyen
Kreyòl ayisyen  Srpski језик
Srpski језик  Shqiptar
Shqiptar  Slovenski
Slovenski  lugha ya Kiswahili
lugha ya Kiswahili  አማርኛ
አማርኛ  Malti
Malti  Bosanski
Bosanski  Frysk
Frysk  ភាសាខ្មែរ
ភាសាខ្មែរ  ქართული
ქართული  ગુજરાતી
ગુજરાતી  Hausa
Hausa  Кыргыз тили
Кыргыз тили  ಕನ್ನಡ
ಕನ್ನಡ  Corsa
Corsa  Kurdî
Kurdî  Lëtzebuergesch
Lëtzebuergesch  Malagasy
Malagasy  मराठी
मराठी  മലയാളം
മലയാളം  Maori
Maori  Hmong
Hmong  IsiXhosa
IsiXhosa  Zulu
Zulu  سنڌي
سنڌي  Shinra
Shinra  Հայերեն
Հայերեն  日本語
日本語  한국어
한국어  Punjabi
Punjabi  Chichewa
Chichewa  Samoa
Samoa  Sesotho
Sesotho 



